Lasproef : De buigproef
Testen van materiaal op buigbaarheid en vastheid
|

De buigproef is een simpele en goedkope, kwalitatieve test die kan worden gebruikt om zowel de buigbaarheid als de vastheid van een materiaal te bepalen.Het wordt vaak gebruikt als een kwaliteitscontroletest voor stompe lasverbindingen.Voordeel van de buigproef is dat zowel de buigstaaf als de benodigde apparatuur eenvoudig kan zijn. Er is geen dure testapparatuur voor nodig, de proefstukken kunnen eenvoudig worden vervaardigd en de test kan worden uitgevoerd op de werkvloer.De uitkomst kan als een kwalitatieve controle nuttig zijn om de samenhang in de productie te verzekeren.
De buigproef gebruikt een proefstuk dat door drie punten wordt gebogen tot een specifieke hoek. De buitenkant van de buigstaaf wordt door de trekspanning plastisch vervormd, zodat elke onvolkomenheid of verbrossing van het materiaal duidelijk zichtbaar wordt. Deze proef kan worden uitgevoerd op een manier waarbij de buigstaaf vrij gebogen wordt of zodanig dat de buiging door een doorn of rol wordt begeleid. De buigproef waarbij de buigstaaf zich wikkelt om een doorn van een gespecificeerde diameter is het type dat wordt vereist ten behoeve van lasprocedures en lasserkwalificatietesten. Als voorbeeld zien we deze eisen terug in de ASME IX, EN 287, EN 288 en de ISO 15614 deel 1. Aangezien deze buigproefuitvoering de enige vorm van buigproeven is die wordt genoemd in de laskwalificatiespecificaties, is het ook de enige vorm die in dit artikel wordt beschreven. Kenmerkende uitvoeringen waarbij de buigstaaf wordt begeleid tijdens het buigen worden geïllustreerd in figuur 1(a) en figuur 1(b).
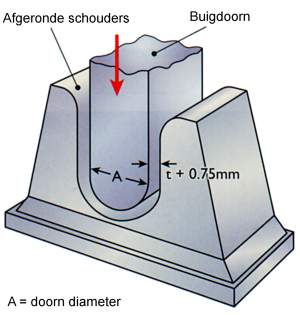 |
Figuur 1a - Een buigproefuitvoering die gebruik maakt van een zogenoemde mannelijke drukvorm, de doorn, en een vrouwelijk deel. Een vergelijkbare opstelling met twee ondersteuningsrollen en een drukdoorn wordt momenteel in Nederland veel toegepast. |
|
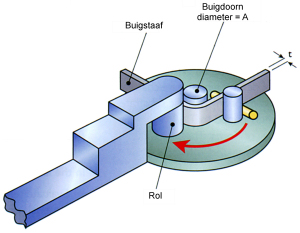
Figuur 1b - Een buigproefmethode met een roller. Deze methode berust op het zelfde principe als de pijpenbuiger van een loodgieter. |
|
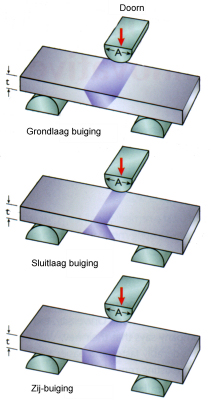
Figuur 2 - Verschillende buigproefuitvoeringen. |
Spanning in de buigstaaf
De spanning in de buigstaaf hangt af van de diameter van de doorn waardoor de buigstaaf wordt gebogen. De diameter staat in relatie met de dikte van de buigstaaf ‘t’ en wordt doorgaans uitgedrukt in een veelvoud van ‘t’, bijvoorbeeld 3t, 4t enzovoort. De diameter wordt in testspecificaties voorgeschreven en varieert met de sterkte en vervormbaarheid van het materiaal. Voor slecht vervormbare materialen zoals volledig geharde aluminiumlegeringen kan de diameter toenemen tot 8t. Aan de andere kant kunnen voor gegloeid laaggelegeerde stalen diameters tot 3t worden toegepast. De hoek van buiging mag 90, 120 of 180 graden zijn, afhankelijk van de gespecificeerde eisen.
Tenslotte wordt de proefstaaf onderzocht op defecten aan de trekspanningzijde. De meeste specificaties beschouwen fouten met een lengte van drie millimeter of meer als afkeur. Bij het toepassen van stompe lassen voor lasprocedures en lasserkwalificatietesten worden de buigstaven dwars of parallel met de lasrichting gebogen. Bij minder dan circa twaalf millimeter materiaaldikte wordt de buigstaaf dwars op de lasrichting gebogen. Afhankelijk van de ligging van de buigstaaf wordt de bovenzijde of de onderzijde van de las op trek belast en onderzocht. Bij materiaaldikte boven de twaalf millimeter wordt normaal gesproken de zijbuigstaaf toegepast, waarbij het materiaal over zijn volle dikte wordt gebogen en getest (figuur 2).
Opsporen van bindingsfouten
Daar waar de dikte van het materiaal te groot is om het geheel in één keer te buigen, laten de specificaties het toe het materiaal in een aantal kleinere staven te beproeven. Dit op voorwaarde dat de gehele dikte van het materiaal zo wordt getest. Normaal gesproken zullen de meeste lasspecificaties per stompe lasverbinding twee grondlaag- en twee sluitlaagbuigproeven vereisen of vier zogenaamde zijbuigproeven. De buigproef waarbij de sluitlaag wordt getest zal defecten laten zien zoals randinkarteling en bindingsfouten, gelegen aan of net onder het oppervlak. De grondlaagbuigproef is perfect voor het opsporen van bindingsfouten en onvolkomen doorlassingen. De zijbuigproef test de volle lasdikte en is daardoor zeer geschikt voor het opsporen van bindingsfouten aan de smeltlijn, maar ook voor bindingsfouten in de doorlassing van dubbele V-naden. Deze zijbuigproef leent zich ook goed voor het testen van opgelaste lagen waarbij alle brosse zones die dichtbij de smeltlijn zijn gelegen, makkelijk zichtbaar worden. Lengtebuigstaven worden zo bewerkt dat de volle lasdikte erin is opgenomen, de beide warmtebeïnvloede zones en aan weerszijde delen van het basismateriaal. Ze kunnen worden gebogen over de sluitlaag, de doorlassing of vanuit de zij en worden gebruikt als er een groot verschil is in sterkte tussen de twee werkstukmaterialen of het werkstukmateriaal en de las. De test zal gemakkelijk elke dwarsgelegen onvolkomenheid onthullen, maar is minder goed in het opsporen van onvolkomenheden zoals bindingsfouten of onvolkomen doorlassing waarbij de oriëntatie in lengterichting is.
Spanningspieken
Terwijl de buigproef eenvoudig is, zijn er enkele bijzonderheden die de resultaten van de test ongeschikt maken. Als de buigstaaf wordt gesneden uit de proeflas mag de snijbewerking geen effect hebben op de resultaten van de buigproef. Het is noodzakelijk om alle warmtebeïnvloede en geharde zones van het snijden te verwijderen. Het is normaal de las aan de onder- en bovenzijde glad af te werken. Dit vermindert het spanningsverhogende effect. Scherpe hoeken kunnen de oorzaak zijn van vroegtijdig bezwijken en moeten daarom zijn afgerond met een maximum straal van drie millimeter. Aan de hoeken van een dwarsbuigstaaf van een pijp met een kleine diameter zullen heel hoge trekspanningen optreden. Het scheuren van de hoeken van de staaf kan het gevolg zijn. In lasverbindingen met ongelijke materiaaleigenschappen zoals ongelijksoortige verbindingen of daar waar het lasmetaal en het basismateriaal grote verschillen vertonen in de sterkte, kunnen tijdens de beproeving spanningspieken ontstaan. De meeste vervorming vindt plaats in het zwakste materiaal. Dit zal plaatselijk sterk vervormen en kan leiden tot het vroegtijdig bezwijken. Vergelijkbare spanningspieken kunnen ook optreden in gelaste verbindingen van volledig geharde aluminiumlegeringen. In deze situatie is de buigproefuitvoering met de rol zoals getoond in figuur 1(b) de beste methode. Elk deel van de buigstaaf wordt met dezelfde hoeveelheid gebogen en hiermee wordt het optreden van grote spanningspieken vermeden.
Relevante normen |
NEN EN 910 Destructieve beproevingen van lasverbindingen in metalen - Buigproeven |
ASME IX Welding and Brazing Qualifications |
ASTM E190-92 Guided bend Test for Ductility of Welds |