Aluminium legeringen
Aluminium en haar legeringen worden toegepast om een groot aantal verschillende redenen, zoals gunstige sterkte-gewichtsverhouding, goede corrosievastheid, grote koud-taaiheid en goede lasbaarheid. Hoewel de breuksterkte meestal lager ligt dan die van staal, kunnen enkele van de meer complexe aluminiumlegeringen de mechanische eigenschappen van staal zelfs evenaren. Op deze pagina worden de verschillende typen aluminiumlegeringen belicht en worden richtlijnen gegeven voor het lassen ervan met behoud van aanvaard bare mechanische- en/of corrosie-eigenschappen en zonder allerlei lasdefecten te introduceren.
De soorten aluminiumlegering
 Omdat zuiver aluminium tamelijk zacht en zwak is, worden meestal kleine hoeveelheden legeringselementen toegevoegd waardoor een breed assortiment aan mechanische eigenschappen mogelijk wordt. De aluminiumlegeringen kunnen worden ingedeeld overeenkomstig hun belangrijkste legeringselementen zoals figuur 1 laat zien.
Omdat zuiver aluminium tamelijk zacht en zwak is, worden meestal kleine hoeveelheden legeringselementen toegevoegd waardoor een breed assortiment aan mechanische eigenschappen mogelijk wordt. De aluminiumlegeringen kunnen worden ingedeeld overeenkomstig hun belangrijkste legeringselementen zoals figuur 1 laat zien.
Figuur 1: Indeling en aanduiding van aluminium en haar kneed-legeringen in samenhang met de belangrijkste legeringselementen. De standaard kneedlegeringen worden in de internationale normen aangeduid met een vier-cijferige codering; een aantal van de meest voorkomende legeringen worden met hun belangrijkste toepassingsgebied genoemd in tabel 1.
Tabel1: Materiaalkeuze in verband met de toepassing |
|
Internationaal |
Soort toepassing |
1050A, 1200 |
Tankbekledingen voor chemische en levensmiddelenindustrie, bijvoorbeeld voor zuivelbedrijven en bierbrouwerijen; Verpakkingsindustrie; huishoudelijke artikelen, zoals keukengerei; Elektrotechnische industrie: kabels, klemmen, verbindingsstukken, enz.; lasdraad |
3103 |
Dakbedekking; golfplaten; sandwichpanelen, goten en afvoerpijpen voor gebouwen |
5052, 5251 |
Tanks; panelen en diverse andere constructies in contact met zeewater en zeelucht; rioolzuiveringsinstallaties |
5083 |
Scheepsbouw; tanks en leidingen voor transport en opslag van vloeibare gassen bij lage temperatuur; pantserplaat |
5086 |
Scheepsbouw en carroseriebouw |
5454 |
Scheepsbouw; carroseriebouw en transport; rioolzuiveringsinstallaties; lasdraad |
6005A |
Algemeen constructiemateriaal; dakconstructies; lichtmasten; pijpleidingen; masten voor zeilschepen |
6060, 6063 |
Bouwconstructies; ramen, deuren en gevelbekledingen; buizen voor irrigatie, lichtmasten |
6061 |
Algemeen constructiemateriaal voor dynamisch belaste verbindingen; bruggen; wagonbouw;containerbouw |
6082 |
Algemeen constructiemateriaal voor dynamisch belaste verbindingen; bruggen; wagonbouw; containerbouw |
7020 |
Niet-maritieme lasconstructies; voertuigbouw; pantserplaat |
Daarnaast kunnen de legeringen worden ingedeeld naar de wijze waarop de mechanische eigenschappen worden bereikt d.w.z. met of zonder warmtebehandeling.
- Aluminiumlegeringen zonder warmtebehandeling: De mechanische eigenschappen van deze groep hangen samen met de mate van vervorming tijdens hun fabricage (deformatie-harding) en/of van de oplosbaarheid van legeringselementen (zoals magnesium of magaan) in het kristalrooster van aluminium. Deze aluminiumlegeringen worden in hoofdzaak gevonden in de 1xxx, 3xxx en 5xxx-series. Door het lassen kan in deze legeringen het effect van de koudvervorming (versteviging) verloren gaan wat zich uit in een verlies aan sterkte in de warmte-beïnvloede zône (WBZ).
- Warmtebehandelde aluminiumlegeringen: De hardheid en sterkte van deze groep van legeringen hangt af van hun samenstelling en van de warmtebehandeling. Deze bestaat gewoonlijk uit een oplosgloeibehandeling van waaruit wordt afgeschrikt (snel afgekoeld) en waarna, hetzij door een natuurlijke (bij kamertemperatuur), hetzij door een kunstmatige (temperatuurverhoging tot 120 à 150 °C uitscheidingsharding, een fijn verdeelde uitscheiding van legeringselementen of intermetallische verbindingen daarvan in de matrix ontstaat. Door het lassen resp. de temperatuur invloed daarvan kan wederom een oplossing of een herverdeling van deze uitscheidingen optreden, waardoor in de W.B.Z. weer verlies van sterkte kan optreden. Dit verlies aan sterkte kan eventueel door een opnieuw uitgevoerde warmtebehandelingscyclus worden opgeheven.
De meeste van de kneedlegeringen in de 1xxx-, 3xxx-, 5xxx-, 6xxx-, en sommige 7xxx- series kunnen gelast worden met het GTAW (TIG) op het GMAW (MIG) lasproces. In het bijzonder de 5xxx-legeringen hebben een uitstekende lasbaarheid. De 2xxx-legeringen en sommige 7xxx-legeringen (7010 en 7050) moeten in gelaste constructies niet worden toegepast vanwege hun grote gevoeligheid voor het ontstaan van warmscheuren en stollingsscheuren in de lasverbinding.
Lastoevoegmaterialen
De keuze van het lastoevoegmateriaal resp. de samenstelling daarvan wordt bepaald door:
- De lasbaarheid van het basismateriaal;
- De vereiste mechanische eigenschappen van het lasmetaal;
- De vereiste corrosie-eigenschappen;
- De nabehandeling van de constructie d.m.v. anodiseren.
Voor de niet warmtebehandelde aluminiumlegeringen worden meestal toevoegmaterialen gebruikt die nominaal overeenkomen met de samenstelling van de basismaterialen. Voor de onder-gelegeerde en de warmtebehandelde basismaterialen worden altijd toevoegmaterialen gebruikt die afwijken van de samenstelling van het basismateriaal om stollingsscheuren te voorkomen. De keuze van toevoegmateriaal voor de verschillende lasbare aluminiumlegeringen wordt onder meer gespecificeerd in BS3019 en BS3571 en ook VM83 geeft hiervoor aanwijzingen. De aanbevolen lastoevoegmaterialen voor de meest gangbare aluminiumlegeringen worden in tabel 2 vermeld in samenhang met de gestelde eisen.
Tabel 2. Toevoegmateriaalkeuze
Defecten en afwijkingen in lasverbindingen
Aluminium en haar legeringen kunnen op zich goed gelast worden mits voldoende kennis van zaken aanwezig is en de nodige voorzorgen en regels in acht worden genomen. De meest voorkomende en gevreesde onvolkomenheden in verbindingslassen tussen aluminium componenten zijn:
- Porositeit
- Scheuren
- Slecht lasuiterlijk.
Porositeit
Porositeit wordt vaak beschouwd als inherent verbonden aan aluminium lasmetaal, hetzij TIG, hetzij MIG neergesmolten. Een typische verschijningsvorm van fijn verdeelde porositeit in een TIG-las wordt in figuur 2 gegeven.
De belangrijkste oorzaak van porositeit is de opname van waterstof in het gesmolten aluminium lasmetaal dat bij de stolling tijdens het ontwijken wordt ingevroren als gasbellen. De meest voorkomende bronnen voor waterstof zijn koolwaterstoffen en vocht op het oppervlak van het basismateriaal en van de lasdraad en waterdamp in het beschermgas, voor een deel opgenomen uit de omringende atmosfeer. Zelfs zeer kleine hoeveelheden waterstof overschrijden al gauw de drempel-concentratie waarboven gasbelletjes ontstaan. Daardoor is aluminium een van de meest gevoelige materialen voor het onstaan van porositeit in het lasmetaal. Om de kans op porositeit te verkleinen moet zorgvuldig reinigen van het basismateriaal in de directe lasomgeving en van het lasdraadoppervlak plaatsvinden.
Drie werkwijze zijn daarvoor gangbaar:
- mechanisch reinigen
- ontvetten met organische oplosmiddelen
- beitsen.
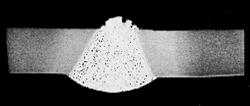 Figuur 2: Een voorbeeld van porositeit in een TIG-gelaste aluminiumverbinding.
Figuur 2: Een voorbeeld van porositeit in een TIG-gelaste aluminiumverbinding.
Mechanisch reinigen
Borstelen met roterende roestvaststaal borstels, schrapen of vijlen zijn goede methoden om oxiden en verontreinigingen in het oppervlak te verwijderen. Ontvetten dient steeds vooraf te gaan aan zo'n mechanische reiniging.
Ontvetten
Dompelen in, sproeien of afwrijven met schone katoenen doeken met organische oplosmiddelen zijn geschikte methoden voor het verwijderen van vet, olie, vuil of losse deeltjes op het materiaaloppervlak.
Chemisch reinigen
Een oplossing van 5% natriumhydroxide (NaOH) kan worden gebruikt als beitsbad, maar dit moet wel worden gevolgd door spoelen in een 5-10% salpeterzuur (HNO3)-oplossing en schoon water om de reactieproducten van het oppervlak te verwijderen. Tijdens het gasbooglassen moet intrede van lucht in de schermgasatmosfeer worden vermeden door zeker te stellen dat een doelmatige gasbescherming is gegarandeerd. (schone gascup, gaslens, voldoende flow etc.) en dat de lasomgeving voldoende is afgeschermd tegen tocht.
Ook moet erop gelet worden dat geen waterdamp uit gasslangen en toortsen in de boogatmosfeer terecht komt; aan te bevelen is daarom dat de gastoevoerlijnen tenminste gedurende een uur vóór het lassen worden doorgespoeld met droog schermgas.
Stollingsscheuren
Stollingsscheuren ontstaan in aluminiumlassen door een combinatie van hoge dwarskrimp- spanningen als gevolg van de grote uitzettingscoëfficiënt (tweemaal zo groot als van staal) en als gevolg van de aanzienlijke stollingskrimp (ca. 5% hoger dan die van staal). Stollingsscheuren treden in hoofdzaak op in het hart van de lasrups zowel tijdens de stolling als kort daarna (zie figuur 3).
 Figuur 3: Voorbeeld van een stollingsscheur in het hart van een TIG-gelaste aluminiumverbinding.
Figuur 3: Voorbeeld van een stollingsscheur in het hart van een TIG-gelaste aluminiumverbinding.
Ook de zogeheten eindkraterscheuren (zie figuur 4) behoren tot deze categorie.
 Figuur 4: Voorbeeld van een typische eindkraterscheur.
Figuur 4: Voorbeeld van een typische eindkraterscheur.
De hoofdoorzaken van stollingsscheuren zijn:
- ongeschikt lastoevoegmateriaal voor het betreffende basismateriaal
- ongunstige lasvorm
- lassen met grote krimpverhindering door stijve constructie-elementen of door star opspangereedschap.
Het gevaar voor dit type scheurvorming kan worden verkleind door toepassing van toevoeg materialen met een grote scheurweerstand, met een veelal van het basismateriaal afwijkende samenstelling (meestal uit de 4xxx- of 5xxx- serie lastoevoegmaterialen). Het nadeel hiervan is echter dat de las meestal een lagere sterkte krijgt dan die van het basismateriaal die ook niet door een warmte-nabehandeling kan worden verbeterd. Ook moeten lasrupsen in voldoende dikte worden gelegd om voldoende doorsnede te creëren om de krimpspanningen in de stollings- en afkoelfase te kunnen weerstaan. Daarnaast kan de spanningsopbouw worden beperkt door een juiste lasnaadvoorbewerking, een juiste vooropening en een goede lasvolgorde (zie pagina over laskrimp en vervorming). Eindkraterscheuren kunnen worden vermeden door toepassing van een down-slope, versneld uitlopen en door tot het laatst lasdraad toe te voeren bij het TIG-lassen.
Warmscheuren
Warmscheuren treden vooral op in de W.B.Z., als rondom de korrels tijdens het opwarm- of afkoeltraject vloeibare films ontstaan vanuit laagsmeltende aluminiumverbindingen op de korrelgrenzen (zie figuur 5). Hierdoor gaat de samenhang van het materiaal ter plaatse deels verloren en worden onder invloed van de krimpspanningen de korrels uit elkaar getrokken. De warmtebehandelde of veredelbare legeringen uit de 6xxx-, 7xxx- en 8xxx-serie zijn vooral erg gevoelig voor dit type scheurvorming. Het gevaar voor deze scheurvorming kan worden verkleind door toepassing van lastoevoegmateriaal met een lager smelttraject dan dat van het basismateriaal; zo worden om die reden 6xxx-legeringen gelast met 4xxx-lastoevoegmaterialen. Deze 4xxx- lastoevoegmaterialen mogen niet worden toegepast in de hoog Mg-houdende basismaterialen (zoals 5083) vanwege de vorming van magnesiumsiliciden op de smeltlijn die de taaiheid in ernstige mate doet afnemen en de warm- en koudscheurgevoeligheid doet toenemen.
 Figuur 5: Warmscheurvorming in laagsmeltende uitscheidingen en korrelgrens-segregaties.
Figuur 5: Warmscheurvorming in laagsmeltende uitscheidingen en korrelgrens-segregaties.
Slecht lasuiterlijk en/of lasdoorsnede
Door een slechte parameterafstelling op de lasapparatuur en door onvoldoende inzicht en vaardigheid van de lasser kunnen zeer gemakkelijk lasonvolkomenheden ontstaan, zoals: bindingsfouten, onvoldoende doorlassing, inkarteling en onvoldoende of overmatige naadvulling. Het grote warmtegeleidingsvermogen van aluminium en het daardoor snelstollende smeltbad in combinatie met eventueel hardnekkig aanwezige oxiden-resten maken aluminiumlegeringen bijzonder gevoelig voor voornoemde afwijkingen in de lasdoorsnede. Een aluminium-lasser die dit soort lasfouten weet te vermijden mag dan ook met recht een specialist genoemd worden!