Afwijkingen lasnaad uiterlijk (1)
Bovenmatig lasmetaal
- Randinkarteling
- Overbloezing
- Uitlijnigheid
- Onvolledige lasnaadvulling
Dergelijke onvolkomenheden kunnen worden beschouwd als afwijkingen in de verbinding en zijn meestal wel in een zodanige mate aanwezig dat het nodig is de toegestane van de niet toegestane te onderscheiden. Dat dient te worden gedaan aan de hand van de applicatienorm, die als grondslag heeft gediend voor het ontwerp van de constructie of het onderdeel daarvan en/of door de richtlijnen die in het contract zijn gespecificeerd. Enkele voorbeelden van normen waarnaar kan worden verwezen zijn:
- NEN-EN 13445 Specificaties voor niet aan vlambelasting blootgestelde drukvaten
- NEN-EN 25817 Booglasverbindingen in staal. Richtlijn voor het vaststellen van kwaliteitsniveaus voor onvolkomenheden
- NEN-ENV 1090-1 Het vervaardigen van staalconstructies o Deel 1: Algemene regels en regels voor gebouwen.
- AWS D.1.1 Structural welding code - Steel
Overbodig lasmetaal
Dit is het lasmetaal dat boven het vlak van het plaatoppervlak uitsteekt. In de Amerikaanse ASME en AWS codes wordt dit vaak aangeduid als 'reinforcement', letterlijk vertaald 'versterking', hetgeen zou kunnen duiden op een sterkere lasverbinding, dit is echter zelden het geval en de reden dat we deze term in Europa liever niet gebruiken. Deze onvolkomenheid wordt veroorzaakt als aan de las te veel materiaal wordt toegevoegd, hetgeen in de regel bij handmatige processen het gevolg is van een onvoldoende vaardigheid van de lasser of veroorzaakt wordt door een verkeerde instelling van de lasparameters bij gemechaniseerd lassen. Er is in verhouding tot de voortloopsnelheid te veel materiaal toegevoegd. Bij het lassen in meerdere lagen kan een verkeerde keuze van de afzonderlijke laagdiktes resulteren in een lasnaadvorm met overbodige dikte.
Bij de diverse booglasprocessen kan bijvoorbeeld een verkeerd ingestelde parameter (bijvoorbeeld de lasspanning) verschillende vormen van overbodig lasmetaal ten gevolge hebben.
Toelaatbaarheid
De toelaatbaarheid van overbodig lasmetaal hangt sterk af van de toepassing waarin het uiteindelijke product zal worden gebruikt. De meeste normen hebben grenswaarden die zijn gerelateerd aan de materiaaldikte (bijvoorbeeld 10%), maar hebben daarbij ook een maximaal toegestane waarde. Zowel de verhoudingsgewijze toegestane als de maximale waarde kunnen zijn afgeleid van de belasting tijdens de gebruiksfase van het onderdeel. De volgende tabel geeft enige voorbeelden uit de norm NEN EN 25817.
Een belangrijke reden om de hoogte van het overbodig lasmetaal te beperken is de kostenverhoging. De kosten worden hoger zonder de kwaliteit van de las te verbeteren. We dienen ons ook te realiseren dat de hoogte van de sluitlaag de aanvloeiing beïnvloedt. Een scherpe overgang veroorzaakt een plaatselijke spanningsconcentratie die de sterkte kan verlagen, dit is vooral van belang bij op vermoeiing belaste constructies. Dientengevolge vermelden de meeste specificaties dat 'een geleidelijke overgang is vereist.'
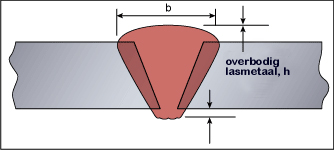 Figuur 1. Overbodig lasmetaal
Figuur 1. Overbodig lasmetaal
Voorkomen
Als de onvolkomenheid het gevolg is van een verkeerde techniek van de lasser is een training van de lasser noodzakelijk. Bij gemechaniseerde processen zal een verhoging van de voortloopsnelheid of de spanning helpen om de hoogte van de sluitlaag te verminderen.
Randinkarteling
Dit is een onregelmatige scherpe inkeping aan de grens van het lasmetaal en het werkstuk. In de afbeelding zien we randinkarteling aan het oppervlak van een volledige lasnaad, maar randinkarteling kan ook optreden aan de rand van elke rups bij een las met meerdere lagen. Hierbij kan slakinsluiting optreden op de plaats van de randinkarteling.
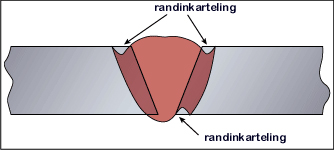 Figuur 2. Randinkarteling
Figuur 2. Randinkarteling
Gebruikelijke oorzaken
Bij het booglassen en ook bij het autogeen lassen is randinkarteling wellicht de meest voorkomende geometrische afwijking. Bij het eenzijdig lassen van pijpen kan het ook aan de binnenkant van de pijp worden gevonden. We kunnen het ook tegenkomen in het verticale vlak bij staande hoeklassen.
Een breed uitgespreide boog (hoge boogspanning) met onvoldoende vulling (lage stroom of hoge voortloopsnelheid) is de gebruikelijke oorzaak. Echter, de juiste lasmethode, speciaal bij het zwaaien, en de juiste stand van de toorts kunnen worden gehanteerd om randinkarteling te vermijden (bijvoorbeeld een zodanige stand dat het lasmetaal wordt opgestuwd en de gesmolten naadflanken aanvult).
Een hoge lasstroom zal ook inkarteling veroorzaken - dit kan worden vergeleken met de noodzaak van een hogere voortloopsnelheid ter voorkoming van overbodig lasmetaal.
Toelaatbaarheid
Met name omdat deze onvolkomenheid zo vaak voorkomt laten de meeste normen een bepaalde mate van randinkarteling toe, hoewel zij stellen dat een geleidelijke overgang wordt vereist. De grenswaarden in NEN EN 25817 variëren van 0,5 mm (streng) tot 1,5 mm (matig), terwijl AWS D1.1. de grens legt bij 1 mm. De normen kunnen ook grenzen stellen aan de lengte van de randinkarteling en NEN-ENV 1090-1 stelt hierbij voor hoeklassen als aanvullende eis dat over een referentielengte van 100 mm de gemiddelde keeldoorsnede niet kleiner mag zijn dan de voorgeschreven waarde.
Het meten van randinkarteling kan problemen opleveren vanwege de geringe afmetingen van de onvolkomenheid in verhouding tot de omgeving met bijvoorbeeld de walshuid, oppervlakteonregelmatigheden en spatten. Bij kritische toepassingen kunnen de onvolkomen worden 'gecorrigeerd' middels slijpen of het leggen van een aanvullende lasrups.
Voorkomen
Deze onvolkomenheid kan worden vermeden door verlaging van de voortloopsnelheid en/of de lasstroom en het handhaven van de juiste booglengte.
Overbloezing (koude overlapping)
Dit is een onvolkomenheid aan de bovenrand of de wortel van een las veroorzaakt door het vloeien van het gesmolten metaal over het werkstukoppervlak zonder daarmee een verbinding aan te gaan. Het kan zowel in hoeklassen als in stompe verbindingen optreden.
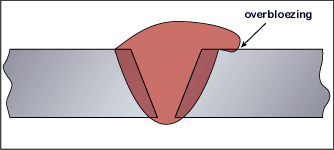 Figuur 3. Overbloezing
Figuur 3. Overbloezing
Gebruikelijke oorzaken
Dit wordt vaak veroorzaakt door een op verkeerde wijze hanteren van de elektrode of het laspistool, met name bij een groot en 'koud' smeltbad, waarbij de lasser de zwaartekracht de vorm van het smeltbad laat beïnvloeden. Oxiden en walshuid die sterk aan het metaaloppervlak gehecht zijn kunnen ook beletten dat het lasmetaal zich versmelt met het werkstukmateriaal en zodoende de overlapping veroorzaken.
Voorkomen
Overbloezing kan worden voorkomen door voldoende vaardigheid van de lasser en kleinere afmetingen van het smeltbad (door verlaging van de stroomsterkte of verhoging van de voortloopsnelheid). Voldoende reiniging van het werkstukoppervlak is ook belangrijk.
Toelaatbaarheid
Normen laten zelden de aanwezigheid van deze onvolkomenheid toe, tenzij de lengte kort is (bijvoorbeeld bij NEN EN 25817 kwaliteitsniveau matig). Bij onderzoek kan overbloezing heel moeilijk te vinden zijn, vooral bij heel kleine defecten.
Lijnvormige uitlijnigheid
(Ook wel aangeduid als 'high-low'). Deze onvolkomenheid heeft betrekking op afwijkingen van de juiste positie/uitlijning van de beide naadkanten.
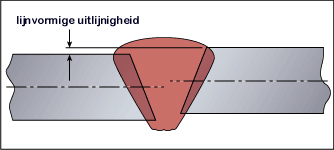 Figuur 4. Lijnvormige uitlijnigheid
Figuur 4. Lijnvormige uitlijnigheid
Gebruikelijke oorzaken
Dit is voornamelijk een gevolg van het slecht stellen van de delen voor het lassen, hetgeen weer veroorzaakt wordt door variaties in de vorm en wanddikte van de te verbinden onderdelen (bijvoorbeeld onrondheid van pijpen). Hechten die tijdens het lassen breken kunnen er ook de oorzaak van zijn dat de delen ten opzichte van elkaar bewegen, hetgeen weer uitlijnigheid veroorzaakt.
Toelaatbaarheid
De toelaatbaarheid van deze onvolkomenheid is afhankelijk van het doel waarvoor de constructie of leiding is ontworpen, dat heeft te maken met verstoring van de krachtendoorlating van de belasting of verstoring van de vloeistofstroming door de uitlijnigheid.
Toelaatbaarheid is afhankelijk van de toepassing
NEN EN 25817 stelt de grenswaarden voor uitlijnigheid afhankelijk van de wanddikte en geeft maximale afwijkingen. Voor kwaliteitsniveau D (matig) is de grenswaarde een kwart van de wanddikte t met een maximum van 5 mm. Voor B (streng) is dat 0,1 t met een maximum van 3 mm. AWS D1.1 laat 10% van de wanddikte toe met een maximum van 3 mm.
NEN-ENV 1090-1 verwijst naar NEN EN 25817 kwaliteitsniveau C (gemiddeld). De grenswaarde is hierbij 0,15 t met een maximum van 4 mm.
Lijnvormige uitlijnigheid kan bij eenzijdig lassen onvoldoende doorlassing in de grondlaag of aan de naadflanken ten gevolge hebben, te zien als een scherpe doorlopende onvolkomenheid aan de hoger gelegen kant van de sluitlaag. In bepaalde gevallen kan lijnvormige uitlijnigheid aan de binnenkant van een pijp problemen in de gebruiksfase opleveren omdat turbulentie van de vloeistof in de leiding de aanleiding kan zijn van erosie.
Niet vol gelaste naad
Dit is een doorlopende of onderbroken gleuf in lengterichting aan het lasoppervlak als gevolg van onvoldoende lasmetaal.
Gebruikelijke oorzaken
Dit probleem doet zich voor als er onvoldoende toevoegmateriaal is gebruikt (stroomsterkte of draadaanvoersnelheid te laag) zodat de naad onvoldoende is gevuld. Het resultaat is dat de dikte van de las minder is dan als gespecificeerd in het ontwerp, hetgeen kan leiden tot falen van de constructie.
Toelaatbaarheid
Het merendeel van de normen zal deze onvolkomenheid niet toelaten, wellicht met uitzondering van korte lengtes en zelfs dan wordt alsnog een gladde overgang geëist. De ontwerper gaat er van uit dat de naad voldoende is gevuld, maar ook weer niet te veel (zie overbodig lasmetaal). De aanwezigheid van deze onvolkomenheid duidt dikwijls onvoldoende vakmanschap en kan er op wijzen dat meer training vereist is.
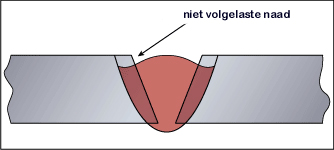 Figuur 5. Niet volgelaste naad
Figuur 5. Niet volgelaste naad